Rumored Buzz on Mfgs
Wiki Article
Little Known Facts About Additive Manufacturing.
Table of ContentsWhat Does Additive Manufacturing Do?7 Simple Techniques For Plastic ManufacturingAbout MfgManufacturing Fundamentals ExplainedThe Die Casting PDFsHon Hai Precision Things To Know Before You Buy
The message on this web page is a sample from our complete White Paper 'Injection Moulding for Buyers' - * Sample message * - for complete guide click the download switch over! Introduction This overview is intended for people who are wanting to resource plastic mouldings. It offers a much needed understanding into all that is entailed with developing plastic components, from the mould device needed to the moulding process itself.If you desire to discover better, the overview covers kinds of mould tools, as well as special ending up processes such as colours & plating. Words that are highlighted can be discovered in the reference in the appendix ... Component I: Moulding: The Fundamentals The Advantages of Shot Moulding Plastic injection moulding is a really specific procedure that uses numerous advantages over various other plastic handling approaches.
Accuracy is perfect for very complex parts. You can hold this moulding in the hand of your hand and also it has employers, ribs, metal inserts, side cores as well as openings, made with a moving shut off feature in the mould tool.
All about Oem

The Main Principles Of Mfg
from material feed Product melting; material injection; shot time cooling down ejection to the re-closing of the mould tool ready device prepared next cycle. Draft angles - The walls of a moulded component need to be a little tapered in the direction in which the part is expelled from the mould device, to enable the component to be ejected conveniently.Ejector stroke - The pushing out of ejector pins to eject the moulded part from the mould tool. Ejector stroke rate, length as well as timing needs to be very carefully managed to stop damages to the ejectors as well as mould tool, however at the same time make the moulding cycle as short as possible.
The Ultimate Guide To Plastic Manufacturing
Ribs - When a plastic component has slim wall surfaces, ribs are added to the style to make the thin walls more powerful Side cores - Side action which generates an attribute on a moulded part, at an opposing angle to the normal opening direction of the mould tool. oem. The side core requires to be able to retract as the plastic part can not be ejected or else.
Wall surfaces - The sides of a moulded component The message on this page is a sample from our complete White Paper 'Injection Moulding for Buyers'.
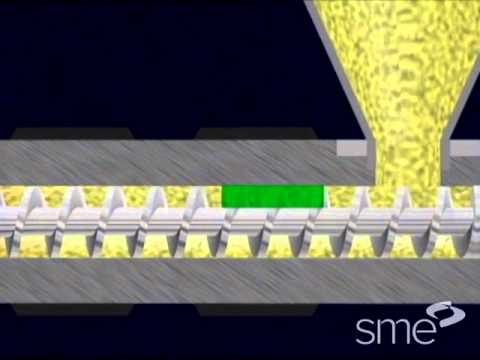
Manufacturing process for creating components by infusing molten product right into a mould, or mold Simplified layout of the procedure Shot moulding (U.S. punctuation: shot molding) is a manufacturing process for generating parts by infusing liquified product into a mould, or mold and mildew. Shot moulding can be carried out with a host of products mainly consisting of metals (for which the process is called die-casting), glasses, elastomers, confections, as well as most typically thermoplastic as well as thermosetting polymers. Injection moulding is extensively utilized for manufacturing a range of parts, from the smallest components to whole body panels of cars and trucks. Injection moulding makes use of a special-purpose machine that has three components: the shot unit, the mould and also the clamp.
Getting The Manufacturing Industries To Work
Process qualities [modify] Shot moulding utilizes a ram or screw-type bettor to require molten plastic or rubber material into a mould tooth cavity; this strengthens into a shape that has actually satisfied the shape of the mould. It is helpful resources most typically made use of to process both thermoplastic and thermosetting polymers, with the quantity used of the previous being considerably higher.: 13 Thermoplastics are widespread because of characteristics that make them highly appropriate for shot moulding, such as convenience of recycling, flexibility for a wide range of applications,: 89 and also capacity to soften as well as flow on company website home heating.In multiple tooth cavity moulds, each dental caries can be the same as well as create the exact same components or can be one-of-a-kind and also develop multiple different geometries during a single cycle. Moulds are typically made from tool steels, but stainless-steels and also aluminium moulds appropriate for sure applications. Aluminium moulds are typically improper for high volume production or parts with narrow dimensional resistances, as they have inferior mechanical buildings and also are a lot more vulnerable to use, damages, and deformation throughout the shot and also securing cycles; however, aluminium moulds are economical in low-volume applications, as mould manufacture prices and also time are substantially minimized.
When enough product has collected, the material is forced at high pressure and also velocity right into the part forming tooth cavity. The exact quantity of shrinking is a function of the resin being made use of, as well as pcb fabrication can be fairly foreseeable. To protect against spikes in stress, the process typically utilizes a transfer placement representing a 9598% full cavity where the screw shifts from a consistent rate to a consistent pressure control.
The Greatest Guide To Manufacturing Industries
The packing pressure is applied until the gateway (cavity entry) solidifies. Due to its tiny dimension, the gateway is normally the initial location to strengthen via its entire thickness.: 16 Once the entrance solidifies, no even more material can enter the dental caries; appropriately, the screw reciprocates and also acquires product for the next cycle while the product within the mould cools down so that it can be expelled and be dimensionally stable.Report this wiki page